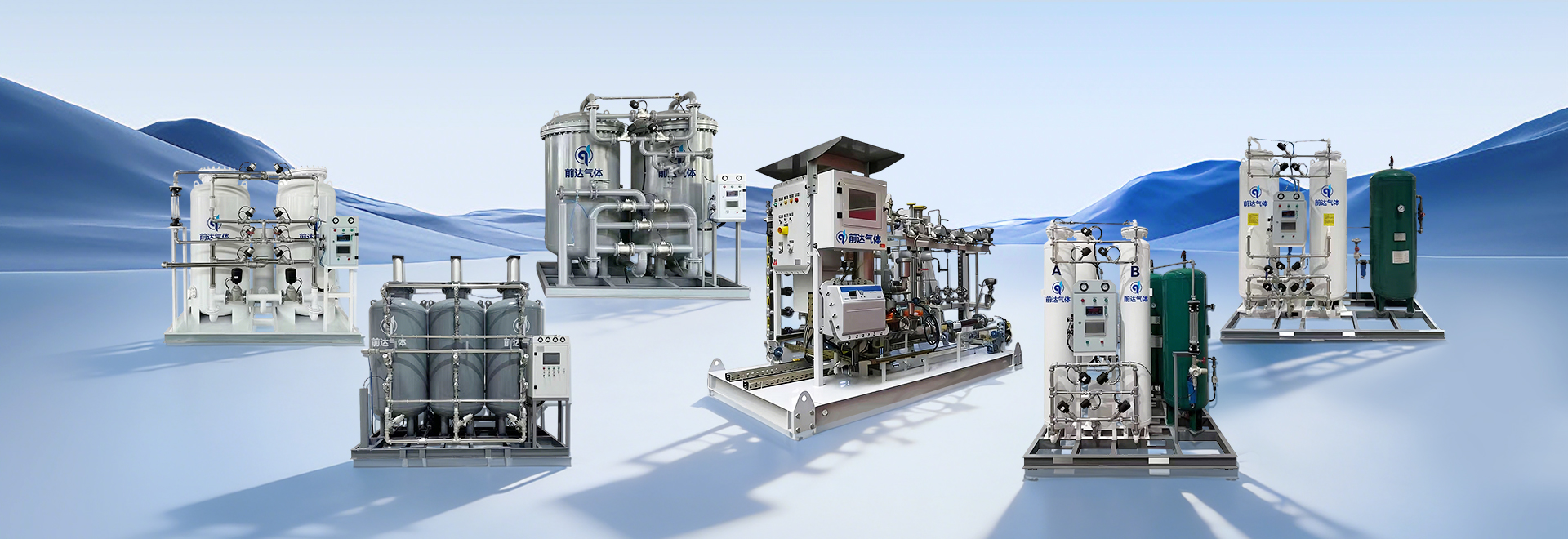


无锡前达气体技术有限公司,深耕气体分离与提纯领域,是一家集研发、生产、销售、服务于一体的技术型企业。聚焦制氮机、制氧机、微压氧舱三大核心产品
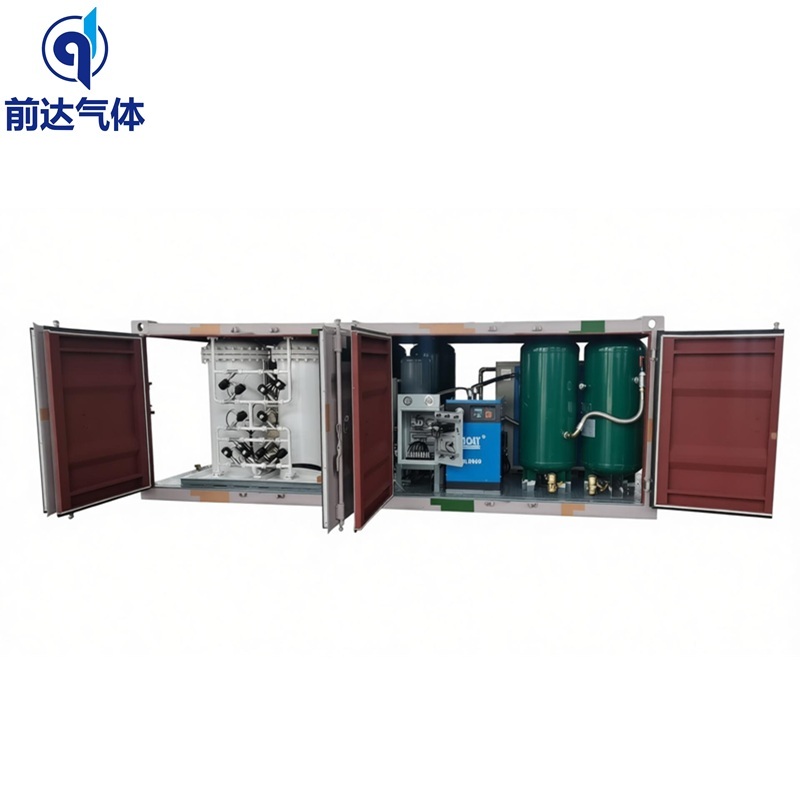
制氮机:高效节能,精准适配多行业工况
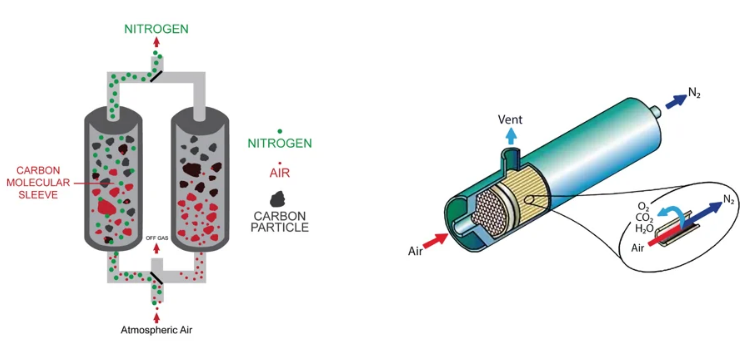
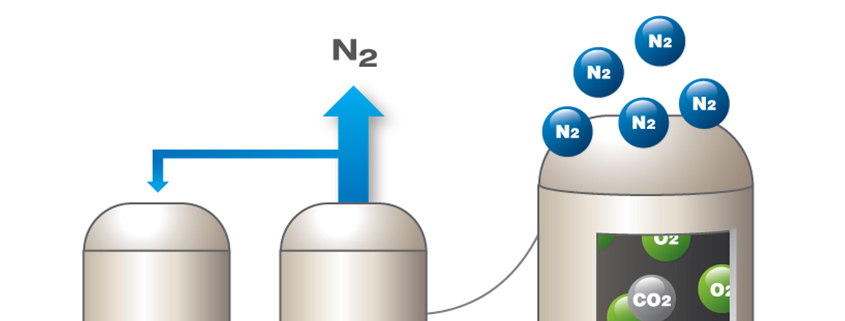
我们主营PSA变压吸附与膜分离系列制氮机,掌握核心分离技术,氮气纯度95%-99.9995%可调,高效节能、操作便捷,适配石化、电子、食品等多行业,24小时稳定供气,大幅降低客户运营成本。
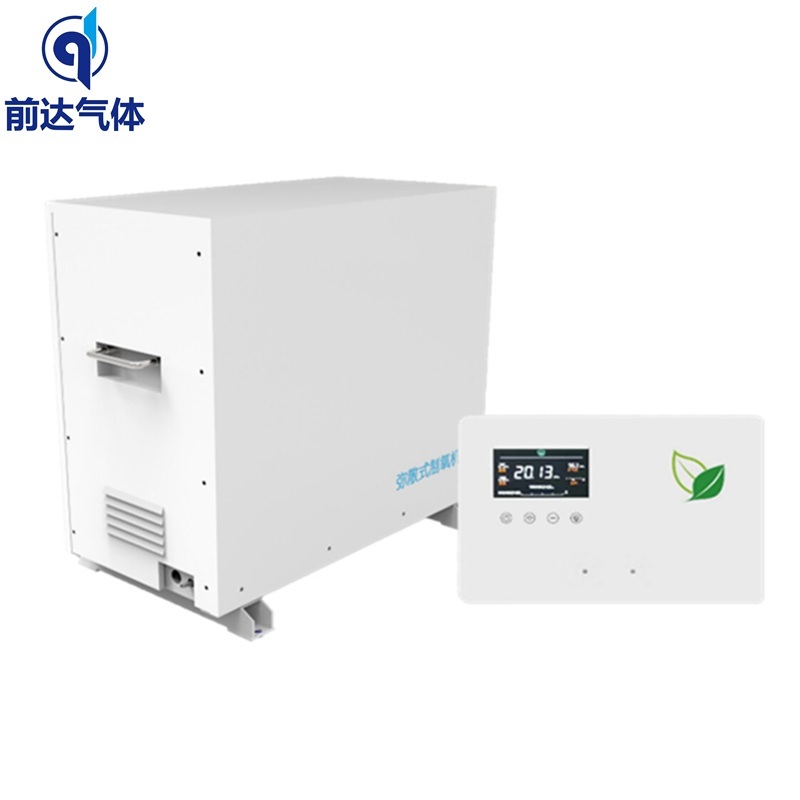
制氧机:安全高效供氧解决方案
我们生产多类型制氧机,采用PSA核心技术,产出93%±2%及99.5%高纯级氧气,配备智能监测与控制系统,适配工业、家用等场景,安全高效且运维便捷。
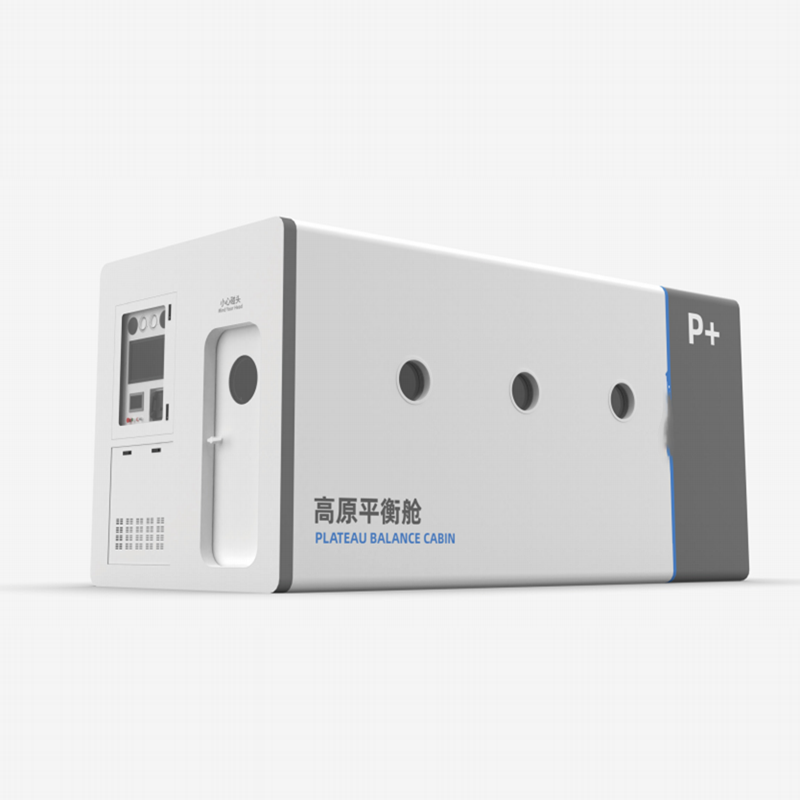
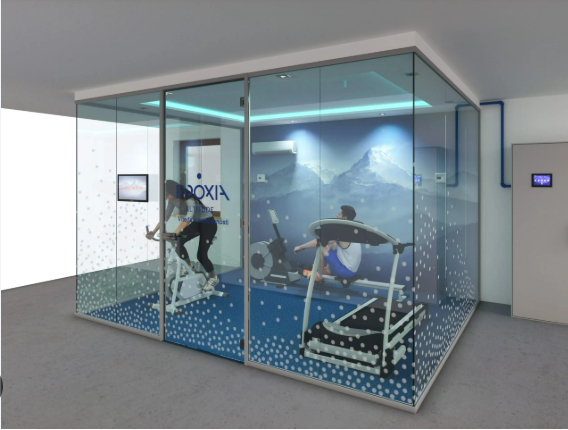
微压氧舱:科技赋能健康,多场景疗愈优选
我们的微压氧舱采用医用级材料与国际先进技术,模拟1.5ATA压力环境,氧浓度达90%以上,适配康复、运动恢复等场景,人性化设计,安全舒适、疗愈高效。
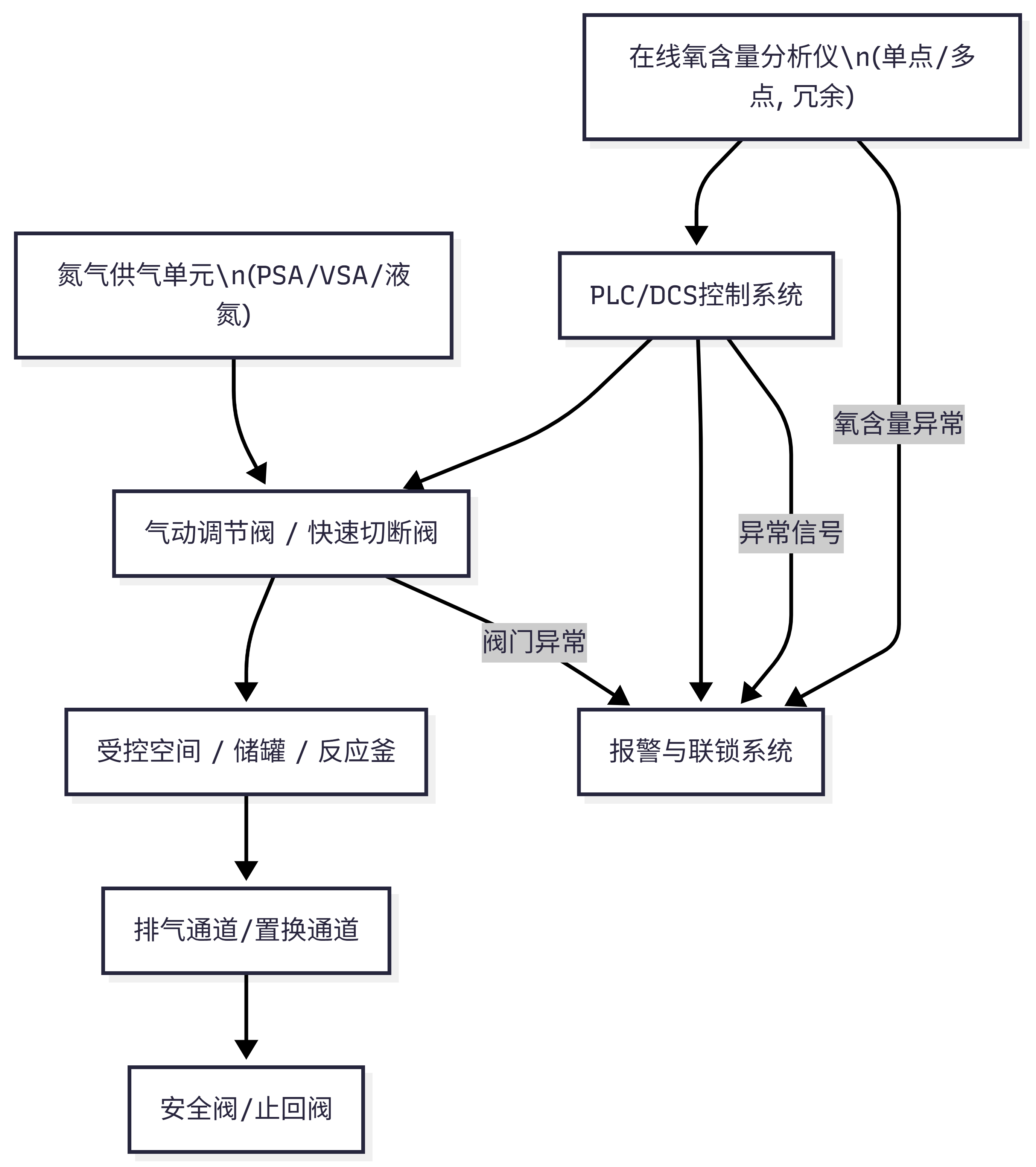
在涉及易燃、易爆、易氧化介质的工业过程中,仅依靠设备本体或人工操作,已难以满足现代安全生产的要求。通过氮气降低系统内氧含量,使其长期处于不可燃区间,已成为化工、能源、制药、储运等行业的标准安全手段之一。 氮气惰化安全控制系统,正是围绕这一目标建立的一套以氧含量为核心控制变量的工程化安全系统。 系统设计的本质目标 与常规制氮或供气系统不同,惰化系统的控制目标并非“产多少氮”,而是: 将受控空间内的氧含量,稳定控制在安全阈值以下。 该阈值通常依据介质的最低氧浓度确定,并留有工程安全余量。 因此,惰化系统是一套以安全为首要目标、以过程控制为核心的系统工程。 系统组成 氮气供给单元 氧含量检测单元 控…
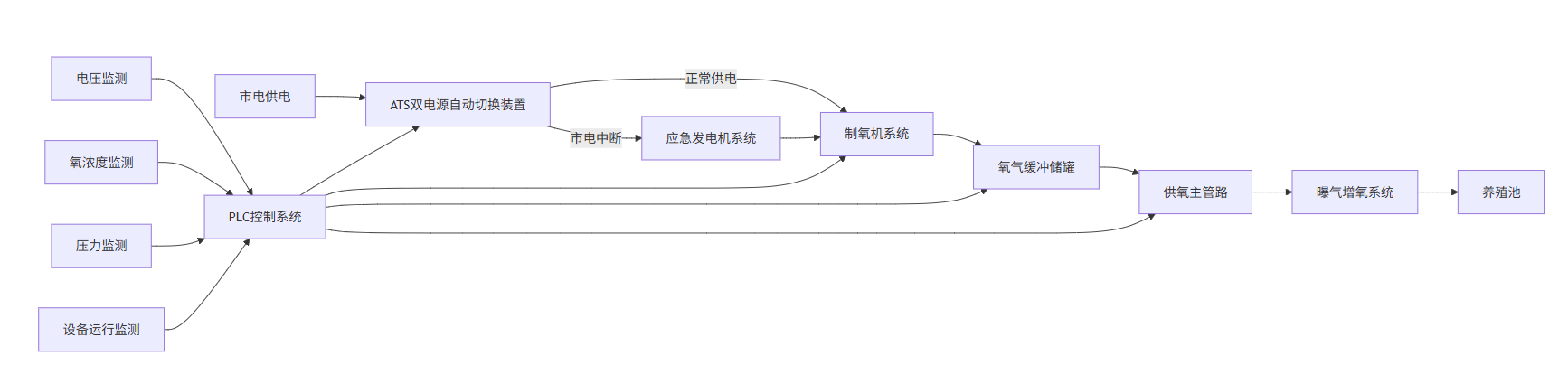
在水产养殖生产过程中,溶解氧水平直接关系到养殖对象的存活率与生长效率。与常规缺氧不同,突发性断电导致的供氧中断,往往在极短时间内造成大面积损失。因此,单一制氧设备已无法满足现代规模化养殖对安全性的要求,必须引入系统级的应急供氧保障方案。 水产养殖应急供氧保障系统(双电源应急发电系统),正是在这一背景下形成的一套集供氧、供电与自动控制于一体的工程化解决方案。 传统养殖制氧系统的核心关注点,通常集中在氧气产量和能耗指标上,而忽略了一个关键问题: 一旦市电中断,制氧能力是否还能持续? 应急供氧保障系统的设计思路,并非简单叠加一台备用发电机,而是围绕以下三点展开: 通过控制系统实现电源层与供氧层的协同…

无锡前达气体技术有限公司推出的智慧粮库充氮气调储粮智能控制管理系统,是专为现代绿色储粮需求打造的先进解决方案。该系统以高纯度氮气调控为核心,结合物联网、大数据与智能算法,实现粮仓气体环境、粮情状态的全生命周期精准管理,帮助粮库实现“绿色、无残留、高品质、低损耗”的储粮目标。 核心技术优势
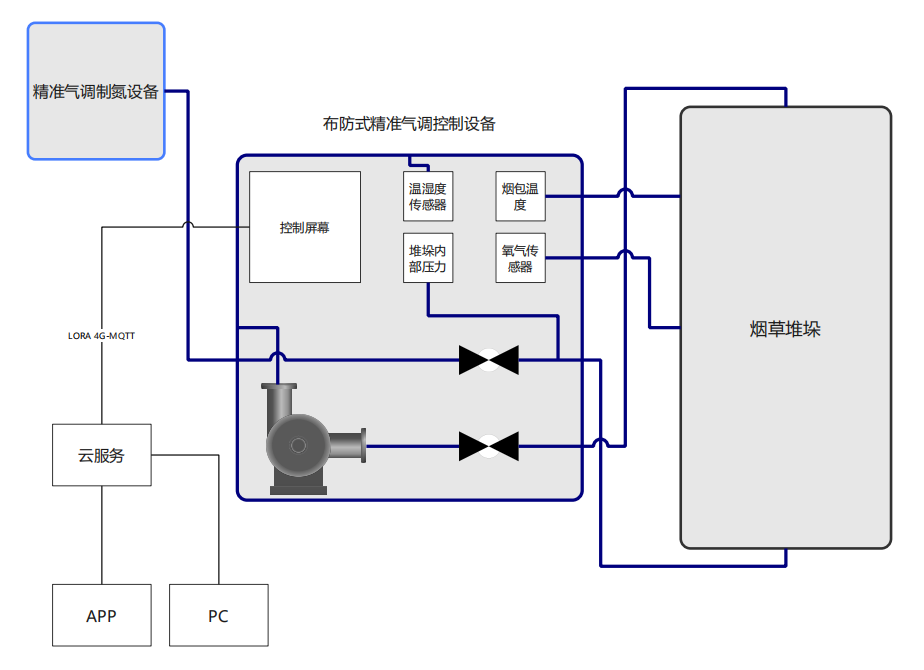
烟草双控制氮系统是一套面向烟叶仓储、周转库及成品烟储存环境的低氧调控型制氮设备。系统通过制氮与环境调控的协同运行,对仓储空间内氧气浓度与气体循环状态进行双重控制,在不依赖化学药剂的前提下,实现烟叶防虫、防霉与品质稳定的仓储目标。 该系统适用于密闭或半密闭烟草仓库,支持长期维持低氧环境运行模式。 系统总体原理 1. 低氧环境构建原理 系统以空气为原料,通过制氮装置将空气中的氧气选择性分离,持续向仓储空间补充高浓度氮气,使仓内氧气体积分数逐步降低并稳定在设定范围内。 在低氧条件下,害虫生理活动受抑制,微生物繁殖条件被破坏,从而实现物理方式的仓储防护。 2. “双控制”技术逻辑说明 所谓“双控制”,…

奶粉罐装充氮工艺是现代婴幼儿配方奶粉(婴儿奶粉)生产中最关键的保鲜环节之一。它通过真空+充氮技术大幅降低罐内残氧量,防止奶粉脂肪氧化、风味劣变、结块发霉和营养损失,从而实现常温下18–24个月甚至更长的保质期。 工艺原理 奶粉(尤其是含较高不饱和脂肪酸的婴配粉)极易与氧气反应,生成过氧化物,导致酸败味、维生素A/D/E损失、颜色变暗。氧气还会促进需氧微生物(如霉菌)生长。充氮工艺的核心是置换并稀释氧气: 残氧越低,氧化速率呈指数级下降,保质期显著延长。 典型工艺流程(主流金属罐生产线) 现代奶粉罐装线通常采用连续式或间歇式全自动系统,流程大致如下: 整个暴露时间控制在极短范围内(<10秒…

食品制氮机(主要是PSA变压吸附或膜分离类型)的流量计算,主要分为两个层面: 下面分别说明食品行业(包装、饮料、粮油、肉制品等)最常用的计算方法。 1. 食品行业氮气需求流量如何计算 食品制氮最主要的用途是气调包装(MAP)、罐装/瓶装顶隙保护、粉体防氧化等。计算思路通常是: 氮气小时用量 ≈ 单个包装/容器体积 × 充氮倍数 × 每小时包装个数 常见经验系数表(食品常见场景,标准状态下Nm³/h) 应用场景 典型包装体积/顶隙 推荐充氮倍数(体积置换倍数) 每小时包装数示例 估算氮气用量 (Nm³/h) 示例 休闲食品/薯片袋装 顶隙 100–300 mL/袋 3–5倍 3000–6000袋…
食品行业(尤其是油炸膨化食品如薯片、坚果、饼干等气调包装生产线)之所以普遍采用PSA(变压吸附)制氮而非膜分离,主要原因集中在纯度要求、长期运行经济性和稳定性三个核心点上。 食品包装场景 项目 PSA(变压吸附)制氮机 膜分离制氮机 食品行业实际偏好原因 氮气纯度(常见范围) 99.0% ~ 99.999%(轻松做到99.9%以上) 95% ~ 99.5%(99%+时效率急剧下降) 食品最关键:油脂氧化阈值通常要求氧含量<1%~3%(即氮纯度>97%~99%),很多大厂标准是≥99.5%甚至99.9%,膜分离做到高纯度时性价比崩盘 高纯度下的能耗 空气/氮气比例较优(约3.5~5:…

薯片充氮(氮气填充)最核心、最主要的目的就是降低氧含量,因为氧气是导致薯片快速变质的头号杀手。 薯片是高温油炸产品,含有大量不饱和脂肪酸(油脂)。这些油脂一旦接触氧气,就会发生氧化反应(自动氧化),产生以下问题: 研究显示,氧气浓度越高,油脂氧化速度呈指数级加快。普通空气含21%氧气,而充氮后包装内氧含量通常降到<3%甚至<1%,氧化速率可大幅减慢,保质期从几天/几周延长到几个月。 充氮的主要作用对比(重要性排序) 排名 作用 是否主要目的 说明 1 降低氧含量 → 防氧化 最主要 直接阻止油脂自动氧化,是薯片保脆、保香、保质期的根本原因 2 防潮(间接) 次要 氮气把水蒸气也“挤…
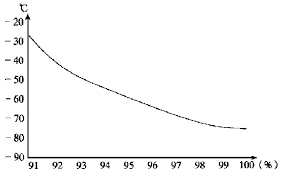
氮气露点不合格是一个容易被忽视、但后果较为严重的问题。露点偏高意味着氮气中水分含量超标,轻则影响下游工艺稳定性,重则造成管路腐蚀、产品质量下降甚至设备损坏。要真正解决露点问题,不能只盯着制氮机本体,而应从整个空气系统进行系统性分析。 排查露点问题前,应首先确认露点超标是稳定存在,还是阶段性出现。 明确露点异常的“时间特征”,有助于快速缩小排查范围。 制氮机无法“凭空脱水”,氮气露点不合格,最常见的根源在前端空气系统。 需要重点检查: 空气预处理系统是控制露点的关键环节。 冷干机常见问题: 吸干机常见问题: 一旦预处理系统失效,制氮机即使运行正常,也无法产出低露点氮气。 在确认前端空气质量合格后…
制氮机出口压力不稳定是较为常见的问题之一,表现为压力波动大、周期性升降、或无法稳定在设定值。这类问题如果处理不当,不仅影响下游用气设备,还可能掩盖更深层的系统隐患。实际排查时,应从整体气体系统入手,而不是只盯着制氮主机本身。 排查前应明确:压力不稳是发生在制氮机出口,还是用户端压力不稳。 这一判断可以通过对比制氮机出口压力表、储气罐压力表及末端压力表来完成,是整个排查的第一步。 制氮机压力不稳,最常见的根源并不在制氮机,而是在前端空压机系统。 需要重点关注以下几点: 空气预处理系统(过滤器、冷干机、吸干机)是压力波动的高发区域。 重点排查: 如果预处理段压降过大,制氮机吸附塔进气压力会随之波动…
智能压力启停精准调控,稳压降耗,自动适配需求,安全省心免人工值守。
多接口分路控量,无极流量精准适配,随使用量智能调节,供气量稳效合一。
实时监测气体纯度,检出不合格气体自动放空预警,杜绝劣质气输送,保障用气安全达标。
高效加速再生,吸附再生效率双提升,缩短待机时长,产气效能更高,延长核心部件寿命。
15分钟快速启机达标,气体纯度精准到位,即开即用,大幅提升应急供气效率。
核心低耗气量设计,大幅减少气源损耗,节能降耗显著,有效降低设备综合运行成本。
远程操控启停调参,实时监测运行数据,故障预警推送,足不出户掌控设备运行状态。
全量程纯度精准可控,宽域调节且纯度稳定,轻松匹配各行业差异化用气要求。
紧凑一体化构型,同等工况体积最优占地少,布局灵活,狭小场地也能轻松部署
质保两年期服务承诺,全程专业维保支持,品质保障兜底,让客户安心采购放心用。
设备品质过硬性能出众,价格实惠接地气,质优价美,采购成本低且使用价值更高。
24小时全天在线技术服务,高效响应答疑抢修,贴心护航,让客户生产用气无后顾之忧。